2023/01/20
切削加工
チタンの切削加工で注意すべきことと嫌煙される理由について実際の加工工程を追って紹介します。|株式会社テクノス三木|三木市の金属加工,切削,精密板金,溶接
 「難切削」といわれる金属のチタン。
「難切削」といわれる金属のチタン。今回は難切削であるといわれる理由について紹介するとともに、その切削加工の手順(実査にテクノス三木で切削加工している手順)に沿ってどんな注意が必要となるのかについて紹介していきたいと思います。
チタンが難切削である理由と加工時に必要な注意点について
チタンが「難切削金属」と言われる理由は、チタンが持つ特性が深く影響しています。
ここでは、チタンが持つ特性の、「難切削」と言われる原因となっているものについて紹介してから、加工時に必要な注意点について紹介していきたいと思います。
チタンが難切削である理由:原因の特性3つとそこから起こる困りごとについて
チタンという金属の難切削といわれる理由は大きく3つの特性が原因となっているといえます。
チタンが難切削といわれる原因となる特性3つ
- ●粘り気が強い
- ●ヤング率が低い
- ●熱伝導率が低い
これらが原因で切削加工時に起こると考えられる困りごとは、以下の3つになります。
- ●粘り気が強い → 削りカスが千切れず絡まりつく
- ●ヤング率が低い → 加工に時間がかかる
- ●熱伝導率が低い → 摩擦熱がたまって高温になる(場合により発火の危険がある)
この3つのほかにも困りごとはあります(「刃物が摩耗しやすい」など)が、「特にチタンだから」という特徴はこの3つであるといえます。
インターネット上の他サイトを見てもこのように紹介されているのを目にしたこともあるのではないでしょうか?
実はこの3つの中に、工場で切削加工をするには設備面から問題にならない特徴があります。それは、「3.熱伝導率が低い → 摩擦熱がたまって高温になる(場合により発火の危険がある)」という特徴です。
(設備が伴わなければ発火の危険は非常に大きな問題点となります。)
一般的に、金属加工の会社ではチタンの切削加工で特に問題になることは、事実上「削りカスが刃物に絡みつくことと、加工に時間がかかること」の2つということです。
チタン難切削の原因のうち、作業者の手を取るチタン切削加工時の困りごと ①削ったカスが刃物に絡みつく
チタンを切削加工していく中で、実際に作業者の手を煩わせる困りごとの一つが、刃物に絡まりつく削りカスです。

(実際にチタンを削ったときに発生したカスが刃物に絡まりついた様子)
刃物にこのような削りカスが絡まったままではきちんと切削加工ができませんから、切削加工のたびに毎回、絡まりついた削りカスを取り除く必要があります。
粘り気が強く、強い。この特徴を持つチタンだからこそ、削ったカスがなかなか千切れずに絡まりつく。だからこそ、勝手に落ちていかないんですね。
チタン難切削の原因のうち、切削加工時の困りごととなるもの ②加工に時間がかかる(ヤング率が低い)
チタン切削加工時に作業者の手を煩わせる問題のもう一つは加工に時間がかかることです。
切削の機械を早く動かすことができれば早く加工できる…はずなんですが、チタンは切削加工の機械を早く動かすと仕上がりがきれいにできません。その原因になる特徴が、ヤング率が低いこと。
ヤング率が低いとは、力が加わったときに変形しやすい(が元に戻る)ということになります。
チタンを刃物で削ろうとしたときに、早く削ろうとするとチタンに強い力が加わってしまい、たわんで揺れが起こってしまいます(ビビるといいます)。
チタンの切削加工時には、チタンに強い力が加わらないようにスピード調節しながら切削加工を行う必要があります。
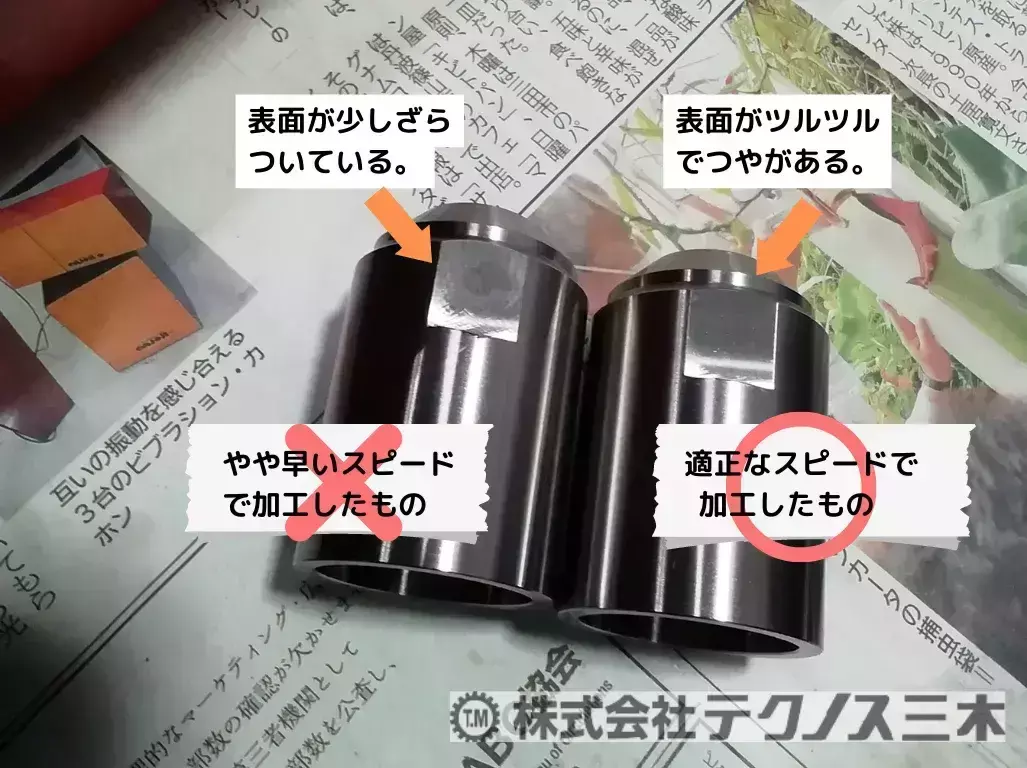
(少しのスピードの違いで仕上がりに差が出ます。)
チタン難切削の原因のうち、切削加工時に問題にならない特徴 ~金属加工の工場では発火しにくい?
チタン切削加工時の問題点の一つである『「熱伝導率が低い」だから高温になって発火する危険性がある』というものは、金属加工の業者として加工する上ではあまり問題になりません。
工場で専門の機械を使用して切削加工する上では通常は発火しません。その理由は、切削油を使用するから。
チタンは強い金属です。なので切削加工時に発する摩擦熱は確かにすごいものになります。工場でたくさん加工をするのだから、めちゃくちゃ危険が多そうな気がしますよね?
でも、大丈夫なんです。
金属の切削加工時には通常、切削時の刃物の保護と摩擦熱を下げるために切削油をかけながら作業するようになっています。切削の機械の標準装備として、熱が上がりすぎないような仕様になっているんです。
なので、これは基本的には問題にはなりません。(引火の可能性のある切削油を使っていて、引火につながるような特殊な場合でなければ問題になりません)
切削油の中でも特に、水溶性の切削油は熱を下げるための「クーラント」と呼ばれており、発火点がありません。(※発火点とは液体が発火する前の限界の温度のこと。テクノス三木ではこの水溶性の切削油を使用しています。)
発火することのない水溶性の油をホースから常にかけた状態で削っているのですから、通常の工程であれば発火の危険性はなく、作業者の手を取ることもありません。

(画像はマシニング加工中のチタン。切削油が常にかけられているために金属の様子は見えません)
「摩擦熱で削った金属のカスから発火の危険性がある」というのは、このような設備のないところでチタンの切削加工をしようとしたとき、もしくはきちんと正しい方法で機械を使用しなかったときに起こりうる困りごとだということができます。
この次からは、実際にチタンを加工する様子を追ってみていきましょう。
チタン加工時の注意点 ~なぜチタン加工は嫌煙されやすいのか ※作業者が注意すべきことを工程にそって紹介します
チタンの切削加工時に注意する点は以下の2点となります。
- ●切削加工時に刃物に絡まりついた金属のクズをしっかり取り除く。
- ●チタンに強い力が加わらないようにスピード調整をする。
実際の切削加工時に作業者が注意するべきことについて、加工する工程を追いながら紹介していきます。
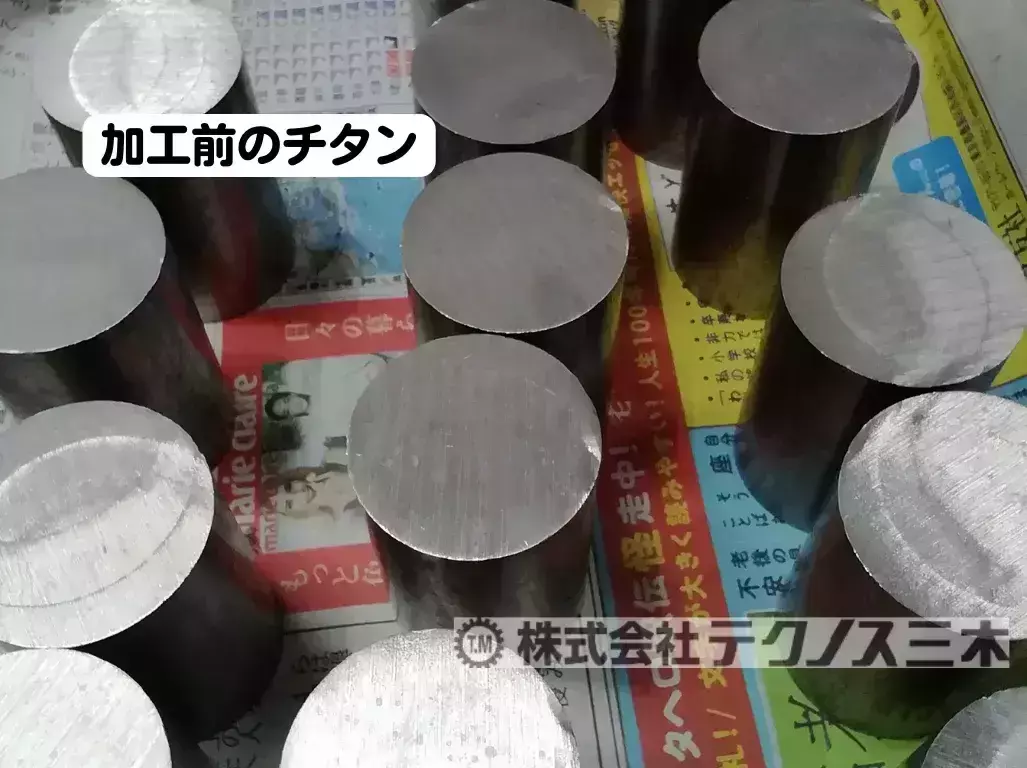
加工前の材料のままのチタンを部品となるように加工していきます。(最初はただの塊です。)
チタンは先述した通り、力が加わるとたわみや揺れが生じてしまいます。なので、切削加工をするスピードは、ステンレスと比較すると50%~70%の速さで設定、加工開始します。(ステンレスの種類によっても設定スピードが異なります。)
蓋を閉めてしまうので切削加工の様子は撮影することができません。蓋が閉まった状態でしばらく機械に削ってもらいます。

(画像は切削加工のマシンTCC-1000L2のイメージです。実際に切削加工しているシーンではありません。)
設定スピードを遅くしないと仕上がりに影響するため、どうしても加工に時間がかかってしまいます。
しばらくすると切削が終わってマシンをあけることができます。

(画像はTCC-10000L2をあけたときのイメージです。実際にこの加工の時の写真ではありません。ごめんなさい…)
チタンの切削加工を終えたマシンを開けると…

(画像はこの製品を切削時に、実際に絡まりついていた切削のクズです。)
先ほど紹介したように刃物に削ったクズが大量に絡まりついています。
次の製品に取り掛かるためには、これを取り除く必要があります。(その必要がない金属と比較すると、どうしても手がかかってしまいます。)しっかりと取り除いて工程を進めていきます。
加工されたチタンはこちら。

繰り返すうちに、マシンの中の金属クズが排出されてきます。
排出されてくる金属クズも絡まりあっています。

(画像はこの製品を切削加工中に実際に排出された金属クズ)
切削加工は、材料をセット→マシンによる切削加工→金属クズの取り除き→次の材料をセット…の繰り返しで進められていきます。
最初の加工が済んだ製品がどんどん増えてきました。

次の工程も同じように進められます。
マシンにセット→マシンを動かす→刃物に絡みついたクズを落とす→マシンにセット… を繰り返します。

次の工程を終えた製品たちが並んでいきます。
と、写真だけ見ていたらすぐなのですが、実際は時間のかかる作業です。作業者はほかの製品も同時に加工しながら作業をしていますが、やはり、加工のクズを取るのが手間取ります。

全てがここまでできたところで、次の工程です。
次の工程は別のマシンを使った切削加工になります。
マシンにチタンをセット。

この工程も、きれいな仕上がりになるようにするためにゆっくりのスピードで加工をしていきます。
このマシンでの工程も蓋を閉めて機械の設定をして切削加工開始です。
なお、このマシンは蓋を閉めても上から様子の確認が可能です。
(それが、この記事の冒頭でも掲載していた写真です。)

(画像は実際にこの製品を切削加工しているところ)
切削加工中はこのようにホース状になったところから常に水溶性の油がかけられていて、切削途中の金属の様子を目視することはできません。が、これがあるから切削時に起こる摩擦熱や刃物の摩耗などのデメリットを抑えることができます。
チタン切削には仕上がりの美しさのためにやや時間がかかるので、しばらく機械が切削加工ができるまで待ちます。
切削が終わると蓋を開けることができます。

(画像はイメージです)
マシニング加工が終わった様子がこちら。

(画像は実際に削り終わったところです)
機械が動いていないときは金属の様子が確認できます。
(なお、この機械は非常に大きいため、撮影のためには作業者に声をかけて近づいても大丈夫な時に近づかなければ危険です。)
少しわかりにくいですが、この工程で切削加工部分は下の画像の部分です

同じ要領でほかの製品も加工し、この後の加工も進められます。
切削が終わったばかりの製品は、確かに温かくはなっていますが、やけどをするような高い温度にはなっておらず、切削油の効果を感じられます。
この後、仕上げの作業として機械加工でできたバリ(とがった部分)を削ってより滑らかな仕上がりにしていきます。
強い金属なので、手作業でバリを削り取るのも苦労します。(なかなか取れずにきれいな仕上がりにするのに時間がかかります)

(仕上がった製品の画像)
チタンの切削加工は時間と手間がかかるから嫌煙されやすい
ここまで紹介してきたように、チタンの切削加工には手間と時間がかかります。理由は、以下の2点です。
- 刃物に絡まりついた金属クズを取り除く必要がある。
- 加工スピードを調整する必要がある。
ズバリ、ほかの金属であれば、
- 同じ時間の機械加工でもっとたくさんの製品を作ることができる。
- 一つ一つの加工時に切削クズを除去する手間の取られないのでスムーズに次の作業に移ることができる。
チタンという金属が持つ特性は、そうしなければきちんとした加工ができないからです。
また、設備が整っていないところで切削加工をしようとすると、摩擦熱が原因の発火の危険性もでてきてしまいます。
加工に大変な面があっても利用する価値のある素晴らしい特徴を持った金属であるとも言うことができます。
以上、チタンが難切削といわれて嫌煙される理由と作業時の注意点について、実際の加工工程を追いながらご紹介しました。
テクノス三木ではチタンの切削加工もお受けしています
「難切削」と言われて嫌煙されやすいチタンの切削加工も、テクノス三木でお受けしています。
創業50年以上の弊社ではチタンも含めた様々な金属部品の加工をしています。
安定した品質の製品を、こだわりを持って提供している当社に、ぜひご相談ください。
お電話のお問い合わせも可能です。